Building confidence in liquid silicone rubber molding through simulation
Precise, early stage design simulations can result in substantial savings by streamlining the mold design process.
Read More
Precise, early stage design simulations can result in substantial savings by streamlining the mold design process.
Read MoreWhen planning to mold a fluoroelastomer part, one needs to understand its application, environment and part dimensions in order to determine polymer selection, cure system and other compounding ingredients and processing properties needed for compression, transfer or injection molding.
Read MoreThe 10th production facility underscores ENGEL’s commitment to self-reliance. With expertise in building components in-house, from machining centres to final assembly, the company aims to minimize the impact of external factors on its operations. This strategic move will enable ENGEL to maintain a robust supply chain and ensure uninterrupted delivery of products and services despite global supply chain interruptions and transportation issues.
Read MoreMold temperature control has a significant impact on product quality and the energy efficiency of the injection molding process. To take even greater advantage of the resulting potential for process optimization, ENGEL is making it easy to get started with electronic temperature difference monitoring, beginning with the new eco-flomo temperature control water manifold system at the Fakuma 2023 trade show.
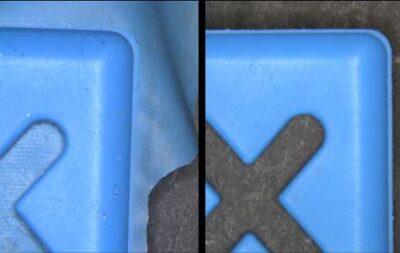
Read MoreFlash is excess rubber that protrudes from the surface of a molded part. This defect is common to injection, transfer and compression molding, and can be caused by worn tooling, improper venting, low clamping pressure, low viscosity or uneven flow. Even a small amount of mold flash reduces part quality; but excessive flashing can interfere with part performance or product assembly. Rubber molders have a choice of deflashing methods, but cryogenic deflashing provides cost saving advantages and improves quality and consistency across elastomers and applications.
Read MoreENGEL breaks new ground in injection molding machine distribution. Blazing a trail for its industry, the machine manufacturer now offers its customers a pay-per-use model on top of classical machine purchases. This helps processors to reduce their investment risk while at the same time boosting flexibility in production.
Read MoreCorrelations between shear heating
parameters from processing tests, minimum torque and dynamic complex viscosity provide consistent results about viscoelastic behavior of rubber compounds.
New options containing no
resorcinol and cobalt, and eliminating
formaldehyde emissions are examined.
Dow and Magnum Venus Products (MVP), a global manufacturer of fluid movement and production solutions for industrial applications, introduce a new polyurethane-enabled chemistry delivered by an innovative three component injection system using a unique Fast Flow Light RTM process. This innovative process for closed molding increases part production by decreasing injection times. The new technique is a blend of MVP’s Flex Molding Process and Light Resin Transfer Molding and utilizes collapsible resin channels for a faster resin flow.
Read MoreAlpine Advanced Materials has introduced Rapid Prototype Molding (RPM) using Addifab’s proprietary resin system and Nexa3D’s printers to give clients a more rapid tool manufacturing solution that provides a functional and testable part at a fraction of the cost. Complementing Alpine’s suite of high-performance engineered materials and advanced design services, RPM Freeform Injection Molding delivers complex injection molded parts more quickly and affordably than when using standard steel molds.
Read More